






WF-金属铝单板
产品描述
技术参数

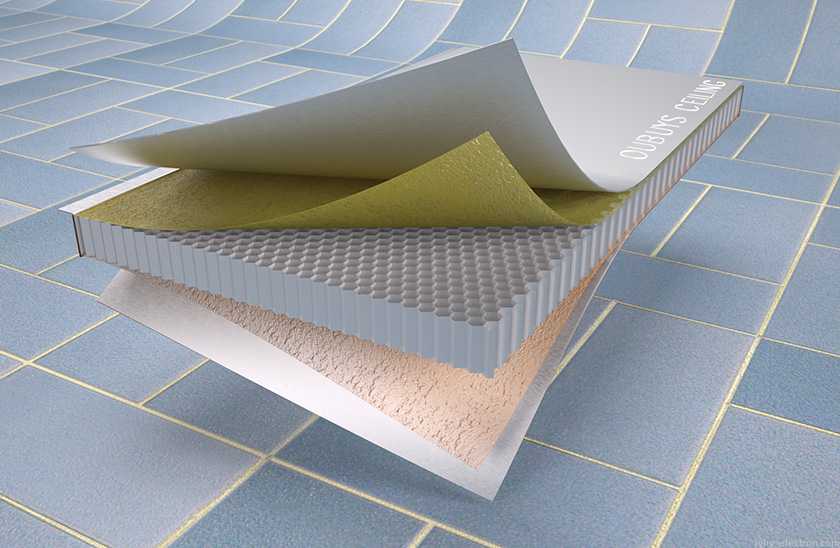
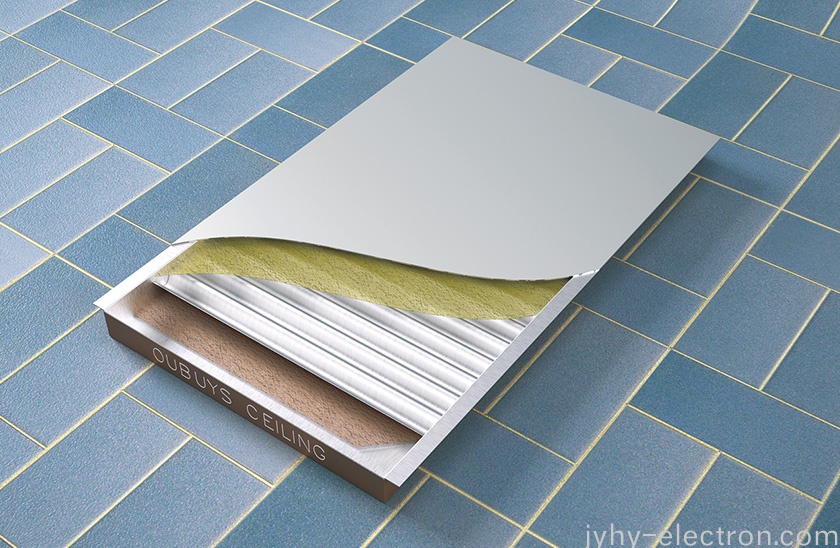
氟碳涂层工艺:
一 喷涂设备必须保证有出色的雾化效果,喷涂层的均匀性,涂料微粒的分布。
二 固化工序氟碳油漆三涂层标准需要二次烘烤,铝板材进入固化炉处理,高温烘烤标准在180℃-250℃之间,烘烤时间为15-25分钟。质量优秀的氟碳涂层具有金属光泽,颜色鲜明、明显的立体感。

罩光漆涂层:
罩光漆涂层也称清漆涂层,主要目的是更有效地增强漆层抗外界侵蚀
能力,保护面漆涂层,增加面漆色彩的金属光泽,外观更加颜色鲜明,
光彩夺目,涂层厚度一般为5-10微米。三喷涂层总厚度一般为40-60微
米,特殊需要的可以加厚。

面漆涂层:
面漆涂层是喷涂层关键的一层 ,在于提供铝材所需要的装饰颜色,
使铝材外观 达到设计要求,并且保护金属表面不受外界环境大气,
酸雨,污染的侵蚀,防止紫外线穿透。大大增强抗老化能力,面
漆涂层是喷涂中最厚的一层漆层,漆层厚度一般为23-30微米。

底漆涂层:
作为封闭底材的底漆涂层,其作用在于提高涂层抗渗透能力,增
强对底材的保护稳定金属表面层,加强面漆与金属表面的附着力,
可以保证面漆涂层的颜色均匀性,漆层厚度一般为5-10微米。

铬化处理:
铬酸盐溶液与金属板材产生作用在其表面生成三价或六价铬化层
经过处理后其板材形成铬化层,增加板材表面防护能力,涂层与
金属板材表面的结合力和防氧化能力,有利于延长漆膜的使用年
限。

清洗处理:
在铝合金板材进行喷涂前,板材必须要经过水洗去污,酸洗去油
物、碱洗去氧化皮等等多种清洗工序去除板材上的异物。

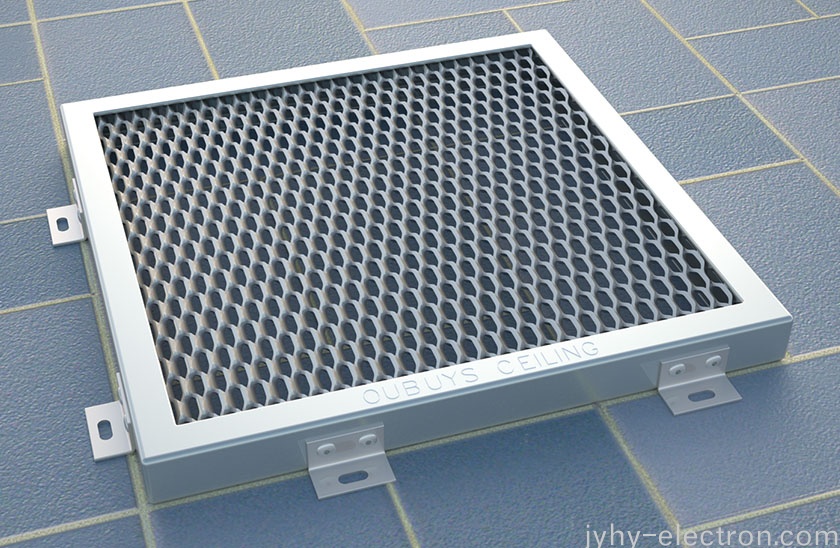
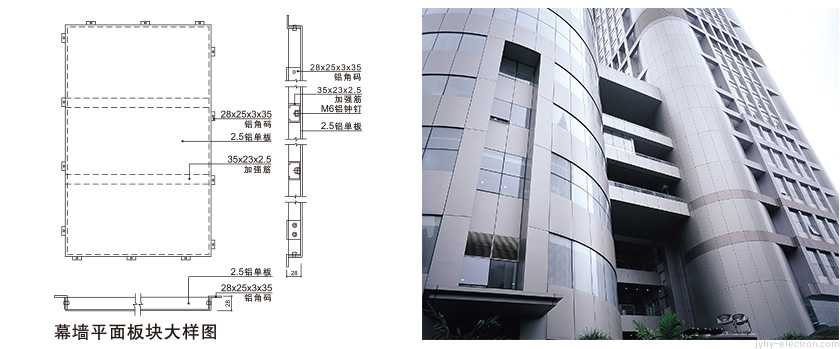
产品说明:
主要应用于建筑外立面的金属墙体材料,其规格、造型、颜色
主要应用于建筑外立面的金属墙体材料,其规格、造型、颜色
均可随建筑师的设计 而生产加工;以专用铝质平板为其主材,
按设计图纸通过专业钣金加工生产线造型,配以专用结构配件,
再进行专业的氟碳油漆表面喷涂处理,成为优质的幕墙,由于
其在装饰性、耐候性和安全性方面显示无与伦比的优势而风靡
全球,成为公认的高级楼宇首选外墙材料。
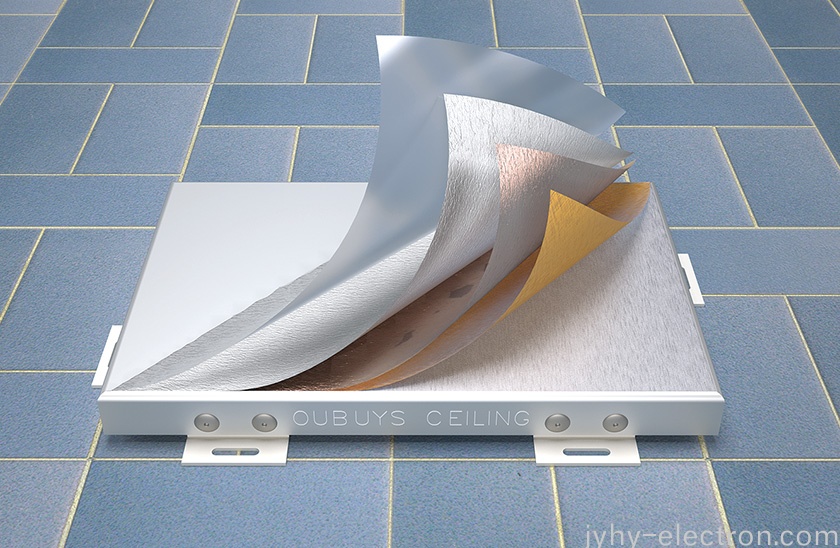
特点优势:
重量轻、刚性与强度高、耐候性和耐腐蚀性好;可加工成平面、
重量轻、刚性与强度高、耐候性和耐腐蚀性好;可加工成平面、
弧形面和球面等各种复杂形状,表面处理色彩丰富,安装施工
简易、清洁保养方便;稳定的产品性能,有优异的环保及防火
性能,并具有良好的抗震性与防风能力;和玻璃幕墙使用。形
成相互辉映独具特色标志景观。
适用场所:
广泛应用于城市标志建筑物、高级会所、大酒店、博物馆、体
广泛应用于城市标志建筑物、高级会所、大酒店、博物馆、体
育馆、文化中心、国际会展、火车站、地铁、机场及装饰门面、
柱体包梁等……
吊直、套方、找规矩、弹线 → 固定骨架的连接件 → 固定骨架 →安装 → 收口构造
Hang vertically, measure floorage, find flatness and verticality,
snap control line→ fix the connecting fitting of frame → fix frame→ install → close in structure
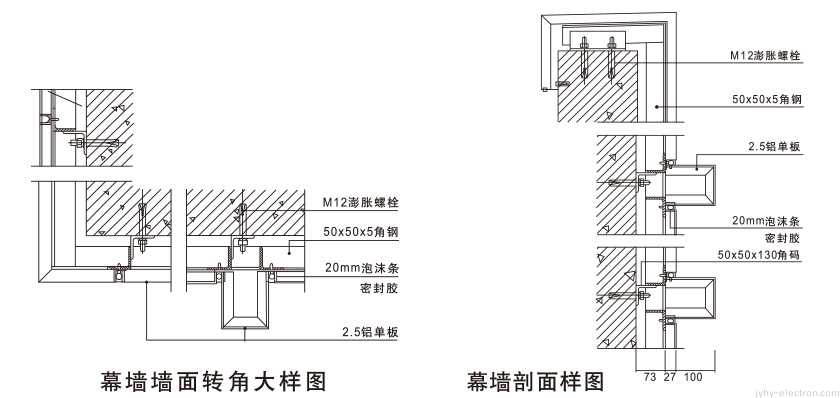
安装工序步骤
1、吊直、套方、找规矩、弹线:首先根据设计图纸的要求和几何尺寸,要对镶贴金属饰面板的墙面进行吊直、套方、找规矩
并一次实测和弹线,确定饰面墙板的尺寸和数量。
2、固定骨架的连接件:骨架的横竖杆件是通过连接件与结构固定的,而连接件与结构之间,可以与结构的预埋件焊牢,也可
以在墙上打膨胀螺栓。因后一种方法比较灵活,尺寸误差较小,容易保证位置的准确性,因而实际施工中采用的比较多。
须在螺栓位置画线按线开孔。
3、 固定骨架:骨架应预先进行防腐处理。安装骨架位置要准确,结合要牢固。安装后应全面检查中心线、表面标高等。对
高层建筑外墙,为了保证饰面板的安装精度,宜用经纬仪对横竖杆件进行贯通。变形缝、沉降缝等应妥善处理。
4、安装:墙板的安装顺序是从每面墙的过部竖向第一排下部第一块板开始,自下而上安装。安装完该面墙的第一排再安装第
二排。每安装铺设10排墙板后,应吊线检查一次,以便及时消除误差。为了保证墙面外观质量,螺栓位置必须准确,并采
用单面施工的钩形螺栓固定,使螺栓的位置横平竖直。固定金属饰面板的方法,常用的主要有两种。一是将板条或方板用
螺丝拧到型钢或木架上,这种方法耐久性较好,多用于外墙。另一种是将板条卡在特制的龙骨上,此法多用于室内。板与
板之间的缝隙一般为10~20mm,多用橡胶条或密封箭弹性材料处理。当饰面板安装完毕,要注意在易于被污染的部位要
用塑料薄膜覆盖保护。易被划、碰的部位,应设安全栏杆保护。
5、收口构造: 水平部位的压顶、端部的收口、伸缩缝的处理、两种不同材料的交接处理等,不仅关系到装饰效果,而且对
使用功能也有较大的影响。因此,一般多用特制的两种材质性能相似的成型金属板进行妥善处理。
铝单板应用
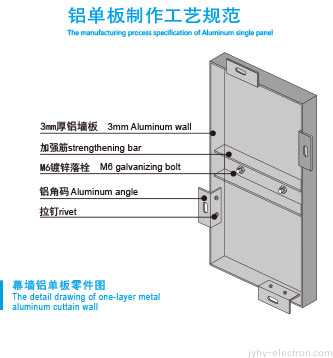
铝单板幕墙作为幕墙的一种形式,多用于作墙体蔽护和不采光的墙壁,代替马赛克和一般喷沙外墙。铝单板幕墙作为铝单板幕墙的一种,以其质地轻、强度好的特点在高层建筑的使用上有优势,由于高层建筑时刻受到各种荷载的作用、尤其所受风压大,马赛克容易脱落,硬度不强的幕墙材料会因为大的风压而变形。高层建筑作为幕墙使用大户,铝单板幕墙基于它独特的优势而得以大量使用。一直以来,国外选用3mm铝单板作为幕墙材料使用得比较多。我国为了减轻铝板重量,增加铝板强度,我国采用铝合金板,常选用21号防锈铝代号LF21压成的铝板作幕墙铝板。铝板厚度由原来3mm减少为2.5mm,但是该合金强度比纯铝板高出一倍左右。材质轻、强度好,这些特点使得铝单板的生产应用近年来在我国也得到迅速发展,随着生产工艺、设备、管理、应用水平的不断发展与提高,铝单板作为一种优质材料越来越受到建筑幕墙以及建筑装饰装修各界的极大重视。特别是作为一种优质的幕墙材料而受到各界愈来愈多的关注。
|
 |
|
 |
铝板成形工艺规范
一、开料、下料
1、对加工图纸认真分析了解所要加工图形的形状与尺寸,采用最节省的方式开
出料单。
2、按下料单对照料板编号放样,划线要准确、清楚,特殊工序用记号笔在加工
2、按下料单对照料板编号放样,划线要准确、清楚,特殊工序用记号笔在加工
位置标明,保证此工序加工的正确度。
二、剪板
1、一般情况铝板在剪板前的面积都比较大,因此在剪板过程中一定要保护铝板
1、一般情况铝板在剪板前的面积都比较大,因此在剪板过程中一定要保护铝板
额平面度,现规定:长度大于2m的铝板在卸货过程中应特别小心,建议将铝
板竖起后至少有三名操作员搬运。剪板过程中至少要三名操作搬运操作。
2、要严格按照下料单中的尺寸剪板,必须确保下料板尺寸偏差保证在规定范围内。
3、剪板过程中要保护铝板特别是加工正面不受损害,因此剪板机前得物架上要
2、要严格按照下料单中的尺寸剪板,必须确保下料板尺寸偏差保证在规定范围内。
3、剪板过程中要保护铝板特别是加工正面不受损害,因此剪板机前得物架上要
有橡皮垫或其他的保护设施。
4、剪板操作员在剪板前必须对每块铝板的尺寸进行准确测量(包括对角线),
4、剪板操作员在剪板前必须对每块铝板的尺寸进行准确测量(包括对角线),
以保证落料的正确率,并对每一块落料编号,用记号笔记录,字迹要清晰可
辨,同时用透明胶带纸将编号封住。
5、剪好的料板应有序的放置在两辆专用的小车上。一块紧挨另一块,中间不留
间隙。
三、开角、冲孔
1、按图纸对下料板开角,开角时采用组合配件调教做一个临时开角模具,保证
1、按图纸对下料板开角,开角时采用组合配件调教做一个临时开角模具,保证
开角定位准确。
2、按图纸要求选择冲孔模,定位、冲孔应准确,冲孔中相对两边的孔位置不宜
2、按图纸要求选择冲孔模,定位、冲孔应准确,冲孔中相对两边的孔位置不宜
对齐,应错开一定距离,以此保证安装需要。靠近料端的孔距 应为
(100-150)mm,其余内部孔距应保证在(250-300)mm范围之内。
3、在开角、冲孔的过程中,要加强对铝板正面的保护。特别是转换工序的过程
3、在开角、冲孔的过程中,要加强对铝板正面的保护。特别是转换工序的过程
中,要加强对铝板正面的保护。特别是转换工序的过程中操作员对铝板要轻
拿轻放做到:不接触地面、不碰到机器、无声操作。
四、折边
1、按图纸要求选择折边模具,在下模上铺垫棉布或绒布(布不直太厚,会影响
1、按图纸要求选择折边模具,在下模上铺垫棉布或绒布(布不直太厚,会影响
加工角度),防止损伤铝板,然后上折弯机折弯。
2、必须保证长度、宽度、对角线尺寸、折边角度、组角缝隙不得超出规定偏差。
2、必须保证长度、宽度、对角线尺寸、折边角度、组角缝隙不得超出规定偏差。
五、焊接
1、为保证打磨需要,拼接焊接时菱角应适当突出;内角不应有焊瘤、焊渣、焊
1、为保证打磨需要,拼接焊接时菱角应适当突出;内角不应有焊瘤、焊渣、焊
穿等现象的发生,以免影响产品质量。
2、拼焊时由于焊丝(铅条)太长,操作员应注意焊接速度及送焊丝速度,防止
2、拼焊时由于焊丝(铅条)太长,操作员应注意焊接速度及送焊丝速度,防止
焊缝上焊丝(铝条)累积形成焊瘤等其它影响产品质量事情的发生,
焊缝应平整、自然。焊接中尽量采用分段焊接,点焊来防止扭曲等变形的发生。
六、加强筋
1、长度超过1m的铝板为保证其平面度须放置加强筋,加强筋的长度是:产品的尺寸-15mm后的尺寸。
1、长度超过1m的铝板为保证其平面度须放置加强筋,加强筋的长度是:产品的尺寸-15mm后的尺寸。
2、加强筋的冲孔距离:两端孔至铝板端边的距离(25-30)mm,中间距离(250-300)mm。
3、在固定加强筋的时候,紧固件应按平垫,弹垫的顺序放置,最后拧紧螺母。以把弹垫适当压平为拧紧螺母的标准,不宜太紧。
3、在固定加强筋的时候,紧固件应按平垫,弹垫的顺序放置,最后拧紧螺母。以把弹垫适当压平为拧紧螺母的标准,不宜太紧。
4、产品轻拿轻放,防止铝板表面受损。
七、打磨、抛光
1、焊接后的工件必须打磨,以保证工件的表面光洁度,打磨目的是把焊接时的焊渣、焊瘤等影响表面质量的废料去除,工作中尽量不要磨到
1、焊接后的工件必须打磨,以保证工件的表面光洁度,打磨目的是把焊接时的焊渣、焊瘤等影响表面质量的废料去除,工作中尽量不要磨到
折边及其它表面。组角焊接打磨时要求能够体现明显棱角。
2、仔细检查工件表面有无划痕、表面磨损等现象。抛光时采用180目的的抛光片,将工件表面的划痕、表面磨损部位抛平磨光至与铝板颜色
相似。
注意:抛光机在被损伤的工件表面上轻轻用力并均匀移动,抛光速度不宜过快,拼角处要有角、有楞、自然美观。抛光过的工件必须准确有
序的放置。平板应竖立紧密排列。
八、检验
1、形状是否正确,尺寸是否准确,加工精度、平整度是否符合加工图纸要求。
2、检查是否有变形、划伤、加强螺丝松动等现象。
1、形状是否正确,尺寸是否准确,加工精度、平整度是否符合加工图纸要求。
2、检查是否有变形、划伤、加强螺丝松动等现象。
质量保证
1、当设计无要求时,宜采用抽芯铝铆钉,中间必须垫橡胶垫圈。
抽芯铝铆钉间距以控制在100~150mm为宜。
2、安装突出墙面的窗台、窗套凸线等部位的金属饰面时,裁板
2、安装突出墙面的窗台、窗套凸线等部位的金属饰面时,裁板
尺寸应准确,边角整齐光滑,搭接尺寸及方向应正确。
3、 板材安装时严禁采用对接。搭接长度应符合设计要求,不
3、 板材安装时严禁采用对接。搭接长度应符合设计要求,不
得有透缝现象。
4、当外墙内侧骨架安装完后,应及时浇筑混凝土导墙,其高度、
4、当外墙内侧骨架安装完后,应及时浇筑混凝土导墙,其高度、
厚度及混凝土强度等级应符合设计要求,若设计无要求时,
可按踢脚作法处理。
5、保温材料的品种、堆集密度应符合设计要求,并应填塞饱满,
5、保温材料的品种、堆集密度应符合设计要求,并应填塞饱满,
不留空隙。
6、金属饰面表面应平整、洁净,色泽协调、无变色、泛碱、污
6、金属饰面表面应平整、洁净,色泽协调、无变色、泛碱、污
痕和显著的光泽受损处。
7、金属饰面板接缝应填嵌密实、平直、宽窄均匀,颜色一致。阴阳角处的板搭接方向正确,非整砖使用部位适宜。
7、金属饰面板接缝应填嵌密实、平直、宽窄均匀,颜色一致。阴阳角处的板搭接方向正确,非整砖使用部位适宜。
8、突出物周围的板应用整传套割吻合,边缘整齐;墙裙、贴脸等突出墙面的厚度一致。
9、流水坡向正确,滴水线(槽)顺直。
应注意的质量问题
1、漏:首先要从每安装一块饰面板起,就必须严格按照规范规程去认真施工,尤其是收口构造的各部位必须处理好,质检
部门检查要及时到位。
2、打胶、嵌缝:这与漏有非常密切的关系,如干不好会出大事。据不完全的统计,打胶、嵌缝造成渗漏和返工,占玻璃幕
2、打胶、嵌缝:这与漏有非常密切的关系,如干不好会出大事。据不完全的统计,打胶、嵌缝造成渗漏和返工,占玻璃幕
墙、金属饰面板和铝合金门窗安装工程量约30%,是三种外装饰工程质量通病的大头,因此要重视打胶、嵌缝这道工序。
3、分格缝不匀、不直:主要是施工前没有认真按照图纸尺寸,核对结构施工的实际尺寸,加上分段分块弹线不细、拉线不
3、分格缝不匀、不直:主要是施工前没有认真按照图纸尺寸,核对结构施工的实际尺寸,加上分段分块弹线不细、拉线不
直和吊线检查不勤等造成。
4、墙面脏:其主要原因是多方面的,一是操作工艺造成,即自下而上的安装方法和工艺直接给成品保护带来一定的难度,
4、墙面脏:其主要原因是多方面的,一是操作工艺造成,即自下而上的安装方法和工艺直接给成品保护带来一定的难度,
越是高层其难度就越大;二是操作人员必须养成随干随清擦的良好习惯;三是要加强成品保护的管理和教育工作;四是
竣工前要自上而下的进行全面的清擦工作。还要注意清擦使用的工具。材料必须符合各种金属饰面板有关使用说明,否
则会带来不良的效果和不应有损失。